projet feutrage de tissus
Projet: Automatiser le feutrage de la laine qui est actuellement entièrement manuel.
On part du principe que si, sur une surface en laine ( 80% ), on pose une petite quantité de laine pure, on pourra avec une aiguille spéciale enfoncer des brins de laine dans le support et ceux-ci y resteront à la remontée de l’aiguille ( les brins de laine s’accrochent entre eux avec une facilité incroyable ). Pour une petite surface on utilise un support avec 6 à 9 aiguilles et tenir dans la main le dit support avec un aller et retour vertical devient fastidieux avec des risques de blessures.
C’est cette action qu’il faut automatiser.
Les actions de finition se font à la main avec une seule aiguille et son support.
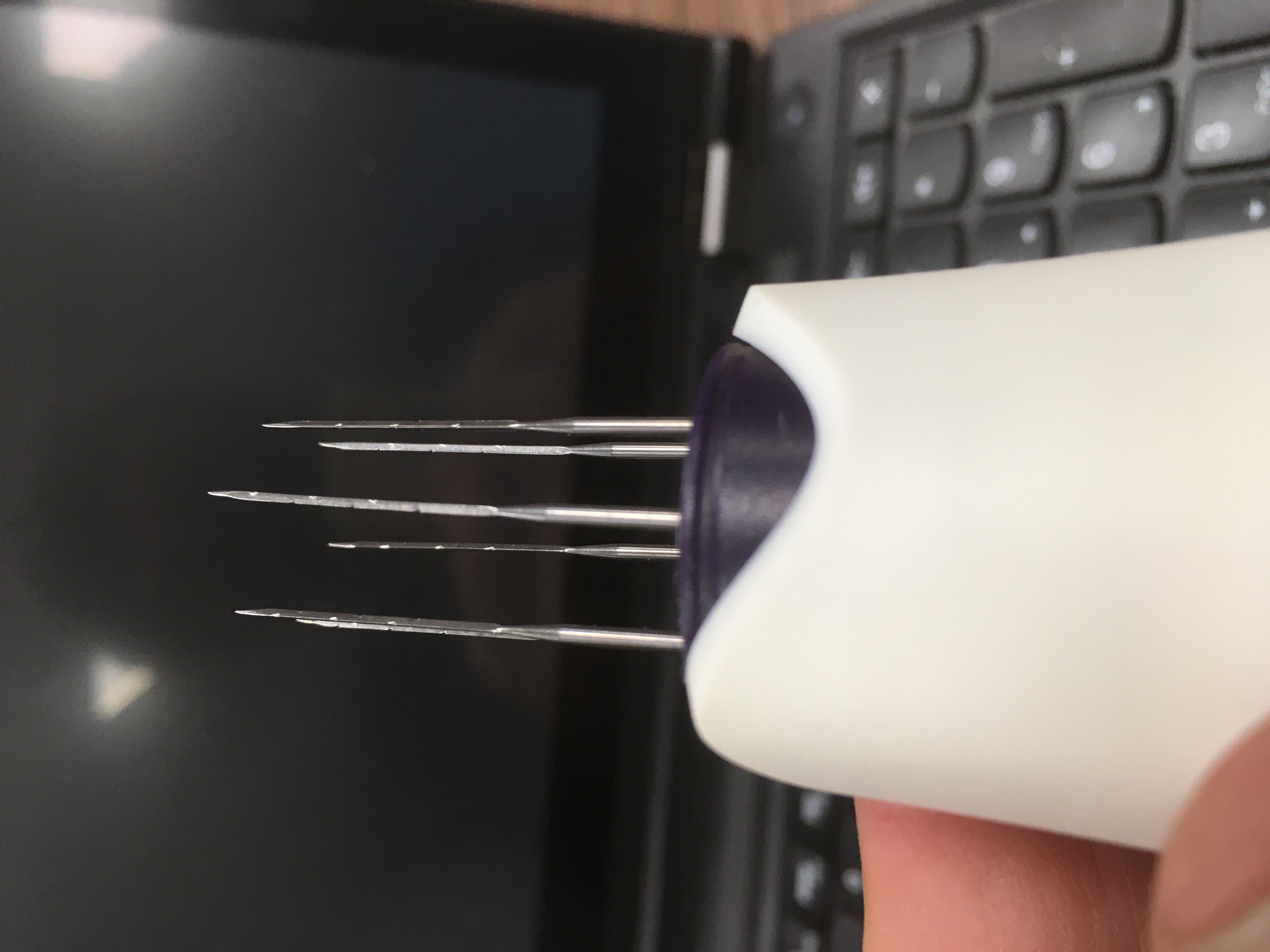
photo des aiguilles:


Vif intérêt pour les démos de Graziella et beaucoup d’échanges dans le groupe sur le profil mécanique et le codage des automatismes de cette machine. Je pense que l’on s’oriente vers un système I3D.
Il serait intéressant que mardi prochain Graziella puisse être là pour montrer à Michel ce qu’elle nous a montré mardi soir.
Par ailleurs, Graziella a souhaité nous apporter son concours lors l’étude de faisabilité de cette machine; proposition intéressante pour que l’on puisse, pas à pas, lui réaliser ce qu’elle souhaite, mais peut-être pas nécessaire au début de l’étude. On verra au fur et à mesure.
Graziella a aussi évoqué, la machine étant opérationnelle, que des personnes intéressées puissent venir la voir et réaliser leurs travaux. Comme il n’est pas question pour nous de construire des machines pour un tel ou un tel, il serait intéressant de la céder au Fablab et qu’elle y soit utilisée au même titre que les autres machines.
NB hors réunion:
Régis propose d’utiliser une épave de CNC Xavier sans tête ni moteur Z.
Il y a le cadre x y avec moteurs et l’Arduino Uno et son interface moteurs et elle pourrait servir de base en adaptant une tête à aiguilles, et le GCode serait peut être plus simple à modifier.
Avant la fin mars nous réunirons le CA ( formalité loi 1901 oblige ) pour formaliser cette action et nous mettre dans les clous avec notre Convention de partenariat avec Audelor. Graziella ayant d’autres projets dans sa besace on ne va pas réunir le CA au sujet de chaque projet, on traitera le tout dans un seul.
.Nous nous organiserons mardi soir prochain afin de commencer dans les meilleurs délais
style>.cent { display: block; margin-left: auto; margin-right: auto;}
Objectif
L’objectif est d’automatiser le feutrage de la laine, étape fastidieuse à la main.
On part du principe que si, sur une surface en laine ( 80\% ), on pose une petite quantité de laine pure, on pourra avec une aiguille spéciale enfoncer des brins de laine dans le support et ceux-ci y resteront à la remontée de l’aiguille ( les brins de laine s’accrochent entre eux avec une facilité incroyable ).
Pour une petite surface on utilise un support avec 6 à 9 aiguilles et tenir dans la main le dit support avec un aller et retour vertical devient fastidieux avec des risques de blessures.
C’est cette action qu’il faut automatiser.
Les versions
Une premiere version comporte un simple balayage du plateau.
La seconde version devrait comporter un traitement d’image avec une caméra pour adapter le balayage.
État des lieux
Actuellement, des essais ont été réalisés avec la CNC qui était stocké au FabLab.
De nombreuses tentatives (parfois infructueuses) pour prendre en main le GCode ont donc été réalisées.
Liste du matériel
- Une ancienne CNC (modèle de Xavier Hinault)
- Support d’aiguilles
Communication avec la CNC
L’ensemble des communications ont lieu avec une liaison série (UART)
La liaison UART est une liaison série avec deux broches :
- RX
- TX
Protocole
- Un bit de start toujours à 0 pour synchroniser la communication
- Un champ de données de 8 bits
- Un bit de parité (dans notre cas aucune parité)
- Un bit de stop
Vitesse de communication
La liaison étant asynchrone, il faut que les périphériques communiquent à la même vitesse. Cette dernière est normalisée et représente le nombre de bit par seconde (baud[note])
En l’occurrence, la CNC communique à 115200 bauds.
Rappels du G-Code
Le G-Code est un langage machine utilisé par les machines numériques.
Chaque instruction G-Code se termine un retour à la ligne (valeur 13 dans la table ASCII). Par souci de lisibilité, il ne sera pas affiché.
Le référentiel
Soit on effectue les déplacements de manière relative (+xmm depuis la position actuelle) ou absolue (depuis l’origine avec les capteurs fin de course)
Pour définir le référentiel, on utilise soit la commande suivante pour le référentiel absolu:
G90
et pour le référentiel relatif :
G91
Par la suite, on va utiliser le mode relatif.
Les déplacements
Pour se déplacer on va utiliser la commande suivante :
G01 X[mm] Y[mm] Z[mm]
Les arguments entre crochets correspondent aux déplacements voulus sur les axes concernés.
Ainsi, si on souhaite se déplacer de 20 mm vers le centre sur l’axe X, on va utiliser la commande :
G01 X20
Les axes non concernés par le déplacement ne sont pas présents dans la commande.
Le retour à l’origine
Le retour en position d’origine se fait via la commande suivante :
G28 [X] [Y] [Z]
Ainsi, pour effectuer un retour à l’origine sur l’axe X on fait la commande
G28 X
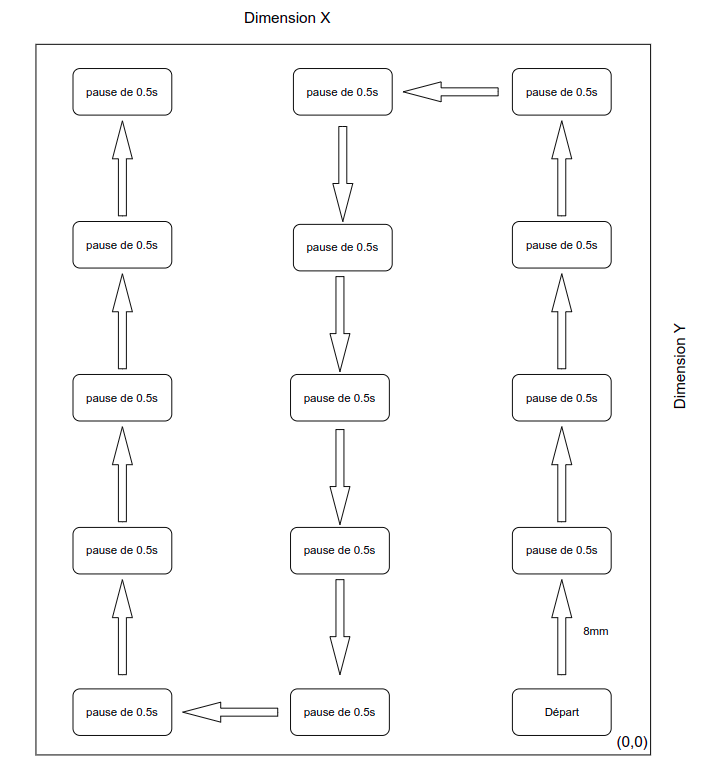
Algorithme de déplacement
L’objectif est de ne pas faire de déplacement sur X ou Y lorsque le moteur Z est activé afin d’éviter de casser les aiguilles.
Au début du programme, le porte-aiguille est placé aux coordonnées (0,0) avec le porte-aiguille en position de repos (position haute).
Pendant toutes les durées des déplacements en X et Y, le porte-aiguille reste en position de repos.
- Le porte-aiguille se déplace en Y de la moité de la largeur de la tête contenant les aiguilles (disons 8mm)
- Le cycle Z correspond à plusieurs aller-retour du porte-aiguille et à leur retour en position de départ (capteur de fin de course activé)
Ce cycle se reproduit pour balayer l’ensemble du plateau.

Programmation Python
De nombreuses heures ont été consacrées pour envoyer des séquences GCode avec la version 3.X de Python.
La communication via liaison série avec la CNC n’a pas été possible via Python3.X,
pour la première version de l’interface, une des contraintes sera d’utiliser la version 2.7 de Python.
L’interface graphique
Le choix de l’interface graphique s’est porté sur les bibliothèques PyQt.
La version 5 est la plus récente mais des soucis de compatibilité existent avec la version 2.7.
La deuxième contrainte est donc d’utiliser la version 4 de PyQt.
Installation des outils
sudo apt install python-pip
sudo apt-get install python-qt4
sudo apt-get install pyqt4-dev-tools
pip install serial
sudo apt-get install qt4-designer
Un premier programme
Ce premier programme, sans interface graphique (juste dans un terminal) permet de vérifier le bon déplacement de la tête sur l’ensemble du plateau.
Pour lancer le programme, il faut saisir la commande suivante :
python GCode.py
Le programme demande ensuite les dimensions du plateau (X et Y) et il va générer au fur et à mesure le G-Code pour balayer le plateau.
Code source
#!/usr/bin/python
# -*- coding: utf-8 -*-
from math import floor
import serial
import time
ser = serial.Serial( '/dev/ttyACM0', 115200,serial.EIGHTBITS, serial.PARITY_NONE, serial.STOPBITS_ONE, timeout=0.1)
ser.flushInput() #Vide le buffer
if(open):
print("Communication fonctionnelle !")
else:
print("Mauvaise communication")
decalagePas = 8 #moitie du porte outil en mm
yWidth = input("Quelle est la longueur du plateau ? (mm) : ")
xWidth = input("Quelle est la largeur du plateau ? (mm) : ")
yIter = floor(int(yWidth)/8)
xIter = floor(int(xWidth)/8)
nbBlocX = xIter/2
deplacementZ = 10 #mm
vitesse=4 #max 6
print("Nombre d'arret sur X : "+str(xIter))
print("Nombre d'arret sur Y : "+str(yIter))
def sendCommand(command):
print("Commande : "+str(command))
ser.write(command+'\n')
result=""
waitingOK = True
while (waitingOK==True): # tant que au moins un caractère en réception
char=ser.read() # on lit le caractère
if char=='\n': # si saut de ligne, on sort du while
result=""
else: #tant que c'est pas le saut de ligne, on l'ajoute à la chaine
result=result+char
if(result==""):
print("Commande valide")
waitingOK = False
#Init
print("Mode relatif")
sendCommand("G91") #Mode relatif
#Retour Home
print("Retour origine")
sendCommand("G28 X")
sendCommand("G28 Y")
#Generation du GCode
gcode =""
for xBloc in range(0, int(nbBlocX)):
#Code bloc
for xStep in range(0,int(yIter)):
gcode += "G01 Y"+str(decalagePas)+" F4"+"\n"
gcode += "G04 P0.1"+"\n"
gcode += "G01 X"+str(decalagePas)+" F"+str(vitesse)+"\n"
for xStep in range(0,int(yIter)):
gcode += "G01 Y-"+str(decalagePas)+" F4"+"\n"
gcode += "G04 P0.1"+"\n"
gcode += "G01 X"+str(decalagePas)+" F"+str(vitesse)+"\n"
print(gcode)
allCommands = gcode.split("\n")
print("Nombre d'instructions a executer :" +str(len(allCommands)))
for line in allCommands:
sendCommand(line)
Une première interface
Voici la première version d’une interface graphique réalisée avec PyQt4.
Le code est disponible sur le Git du club à
l’adresse \url{https://github.com/CREPP-PLOEMEUR/Feutrage-de-laine}
Utilisation de l’interface
Tout d’abord, veuillez télécharger le dossier complet puis se rendre dans le dossier GUI
Ensuite, faire click-droit et Ouvrir un terminal ici
Ensuite, saisir la commande suivante pour lancer l’interface :
python GUIMain.py
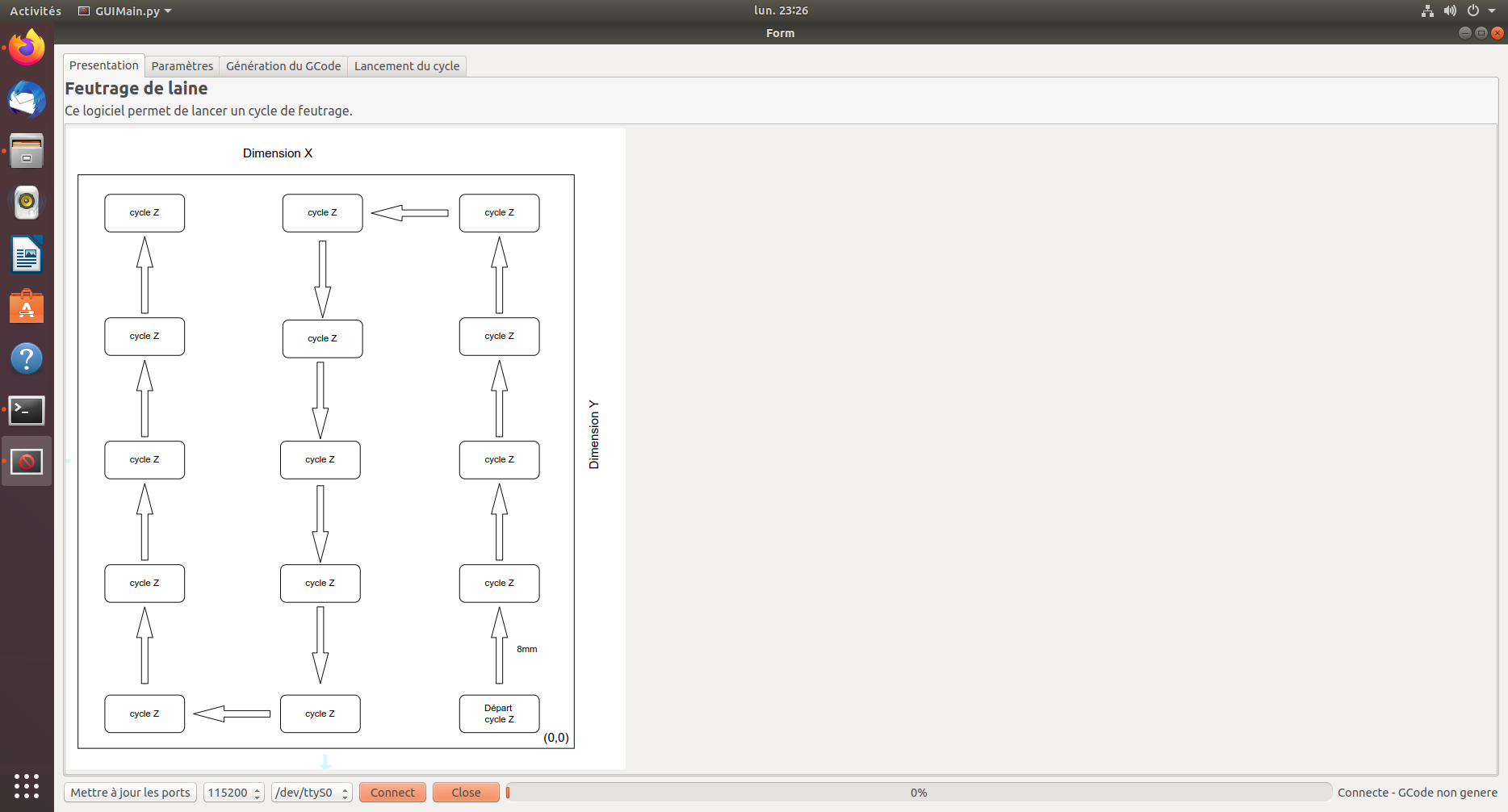
L’interface se lance. Elle se compose de 4 onglets :
- Présentation
- Paramètres
- Génération du GCode
- Lancement du cycle
Veuillez vous rendre à l’onglet Présentation

Il détaille le déplacement du porte aiguilles sur le schéma.
Une barre de statut est disponible sur tous les onglets et indique l’état courant du cycle. Au démarrage de l’application, il indique Non connecte.
il faut donc se connecter à la machine.
Pour cela, il faut sélectionner le port série disponible dans la liste (ttyACMX généralement) et cliquer sur Connect.
En cas de bonne connexion, la barre de statut indique Connecte – Gcode non genere.
Il faut ensuite cliquer sur l’onglet Paramètres
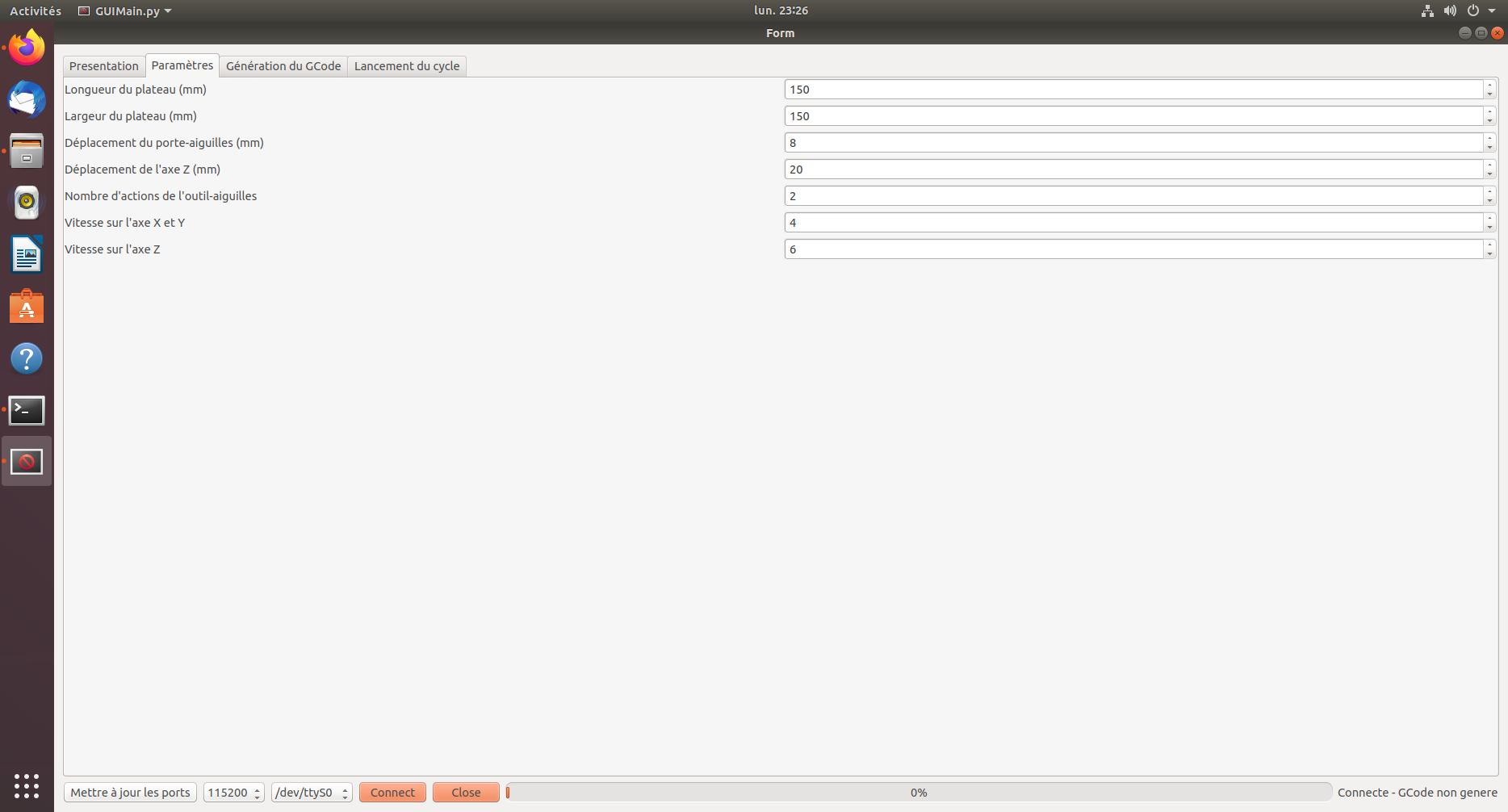
Voici les différents paramètres du cycle
- La longueur du plateau en mm [0-300mm comme valeur possible]
- La largeur du plateau en mm [0-300mm comme valeur possible]
- Déplacement du porte-aiguilles : Cela correspond à la distance parcourue (en mm) par le porte-aiguilles entre deux séquences de poinçonnage
- Déplacement de l’axe Z : Cela correspond à l’image de la distance pour effectuer une rotation pour planter le porte-aiguilles et le faire remonter en position de repos. Il faudra jouer avec cette valeur pour que le porte-aiguilles fasse précisément un aller-retour jusqu’à la position de repos.
- Nombre d’actions de l’outil-aiguilles : Cela correspond au nombre d’aller-retour effectués par le porte aiguilles entre 2 déplacements (X ou Y) sur le plateau
- Vitesse sur l’axe X et Y : La vitesse de déplacement sur l’axe X et Y comprise entre 1 et 6
- Vitesse sur l’axe Z : La vitesse de déplacement sur l’axe Z comprise entre 1 et 10
Une fois tous les paramètres renseignés, nous allons générer le GCode. Pour cela, il faut se rendre dans l’onglet Génération du GCode
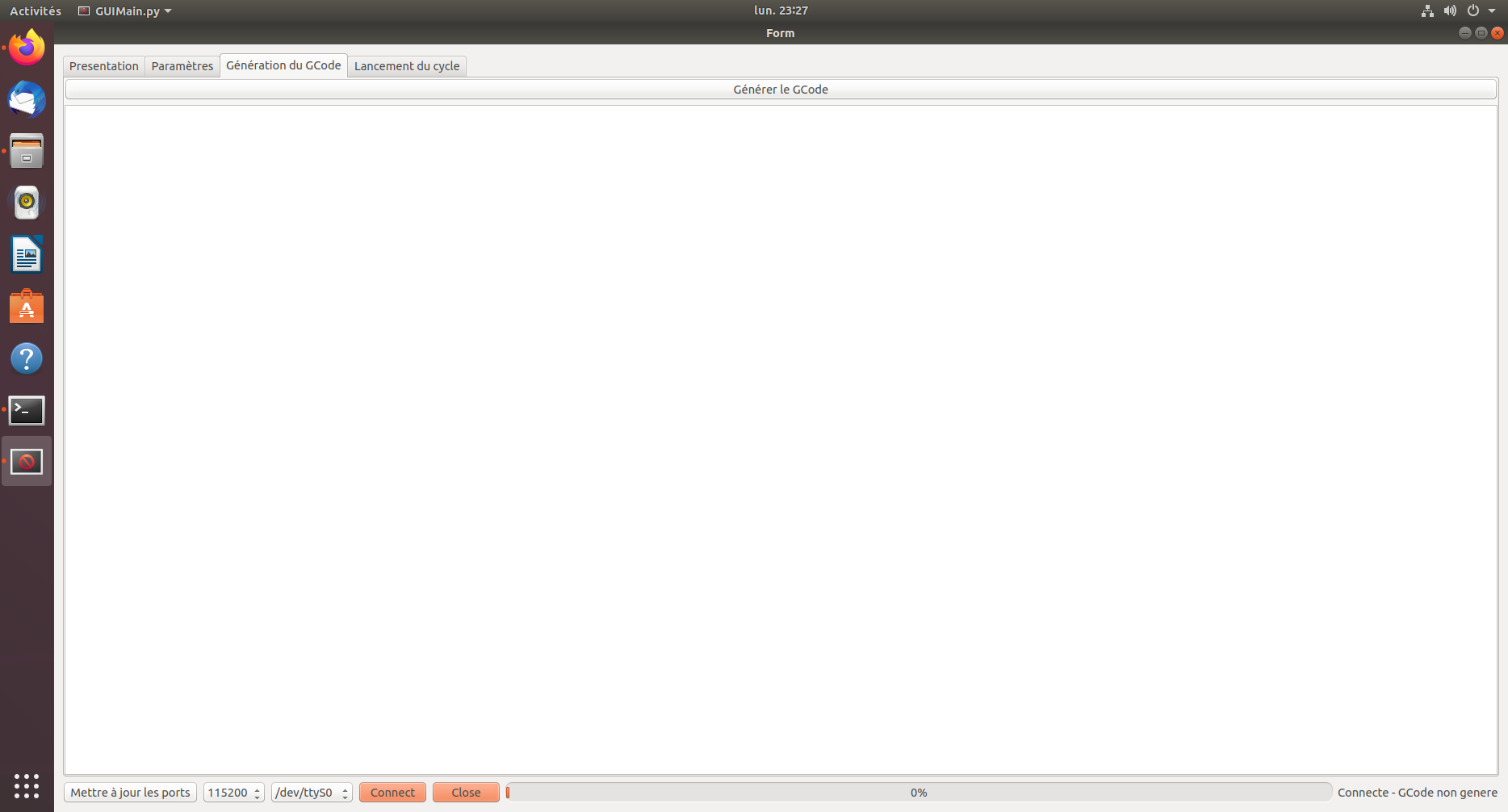
Lors de l’ouverture de l’onglet, le GCode n’est pas généré, pour le faire il faut cliquer sur le bouton générer le GCode
A ce moment là, le GCode généré apparaît sur l’interface :

Il ne reste plus qu’à lancer le cycle en appuyant sur le bouton Lancer le cycle dans l’onglet Lancement du cycle
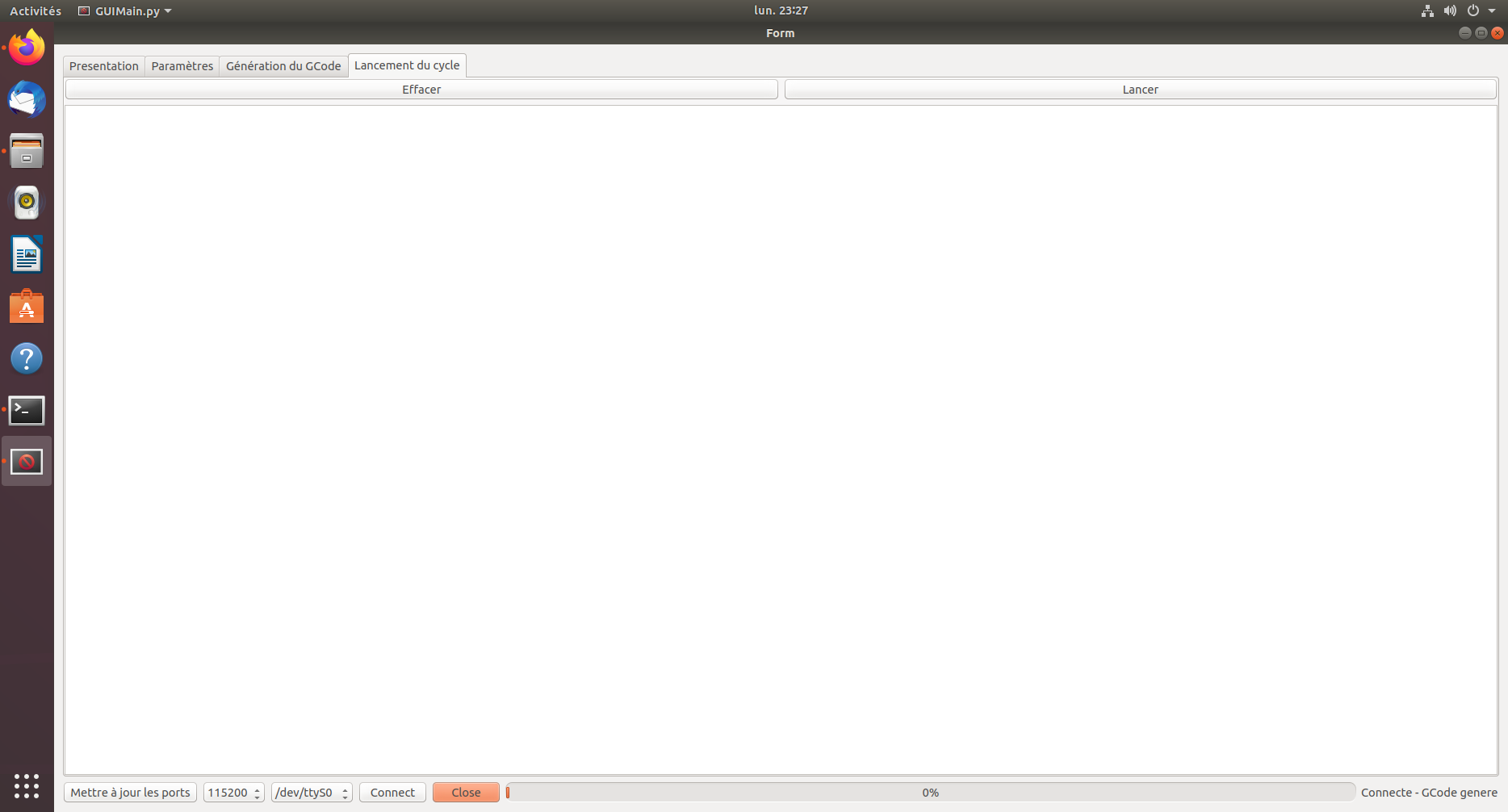
Attention
Une fois le cycle lancé, il n’est plus possible d’utiliser l’interface. En cas d’arret d’urgence, il faut couper l’alimentation avec l’interrupteur. Une future version de l’interface règlera ce problème.
Quand le cycle est terminé, les instructions GCode envoyés seront affichées sur l’écran et la barre de status indique Termine.

Pistes d’améliorations
La prochaine version, dans l’optimal, devrait gérer la communication série sans fonction bloquante (ce qui est le cas sur cette version car manque de temps).
Si jamais la communication série est fonctionnelle avec Python3.X, toute la structure de l’interface est disponible avec la version 5 de PyQt.Il serait préférable à moyen terme de passer en version Python 3.X.