3D FreeCad Exercice 9: filetage vis
Exercice 9 3D_exo9_profil_filetage_M6.pdf
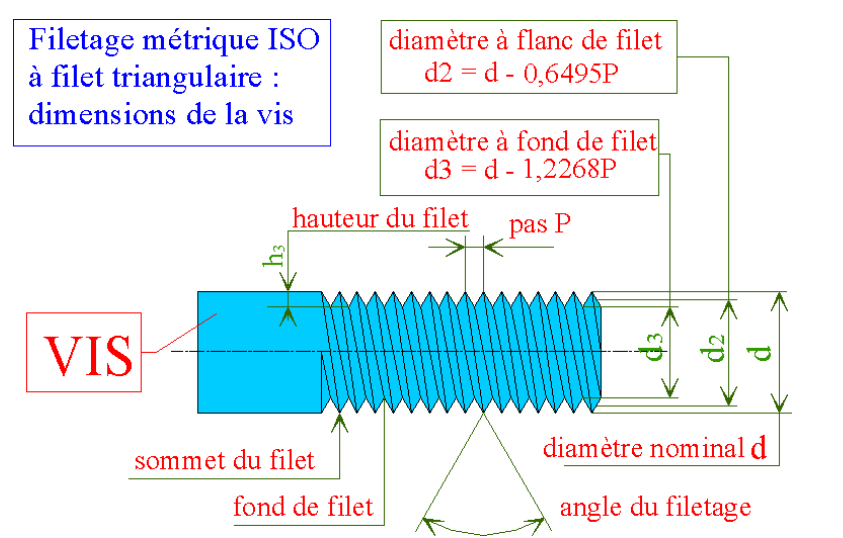
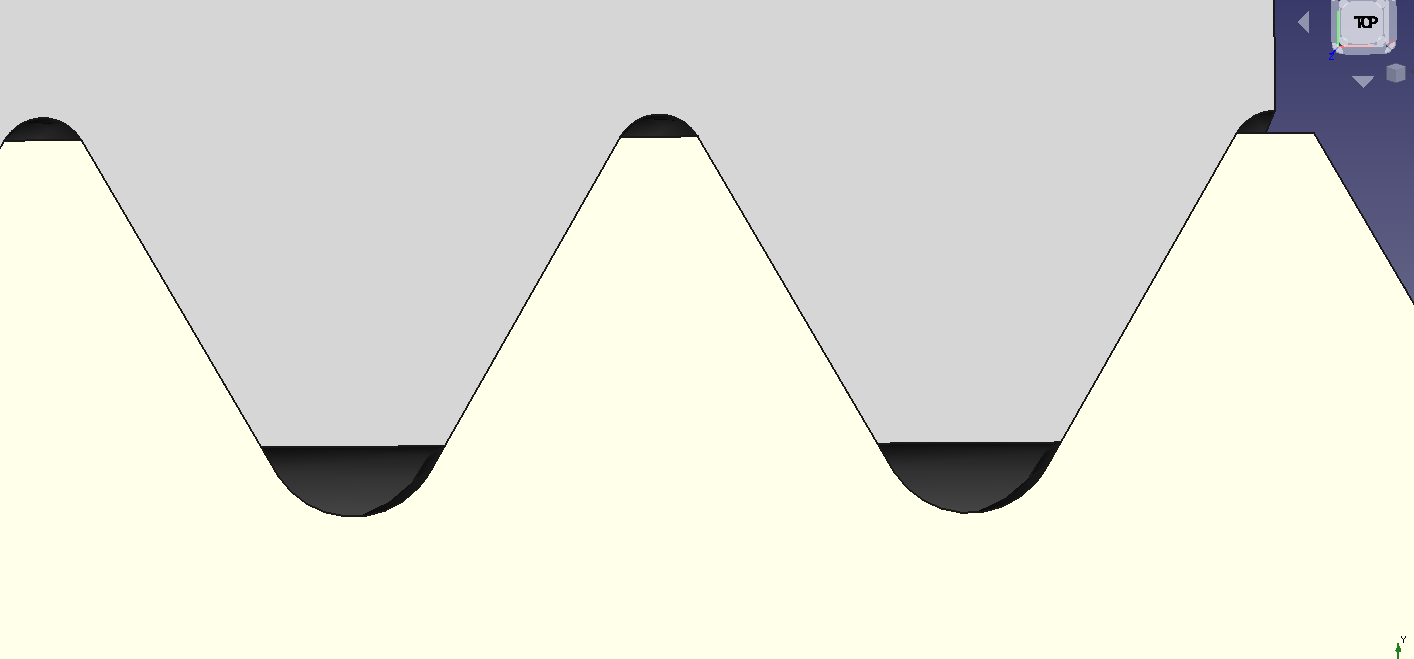
Le filetage Isométrique ou filetage Métrique (source : https://www.vis-express.fr/fr/content/31-filetage-metrique) : L’angle du filetage métrique étant de 60°, ce filetage a la forme d’un triangle équilatéral dont la profondeur H est fonction de la taille P du pas : H=√3P/2. Le filetage d’une vis ou d’un écrou est obtenu par cheminement du profil triangulaire le long d’une hélice : le pas de l’hélice = pas du filetage Le pas est une valeur normalisée pour chaque diamètre nominal (voir tableau à la fin de ce document)
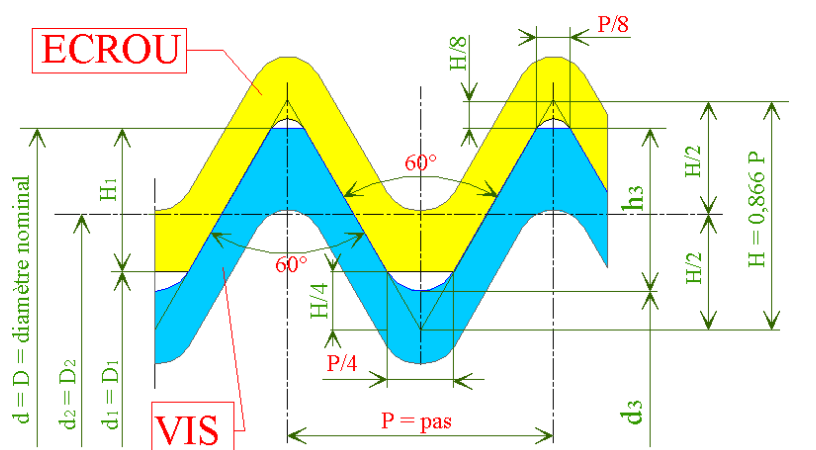

Dans le cas d’une vis (contour bleu), le sommet extérieur du triangle équilatéral est tronqué par un plat au 1/8 de sa hauteur (soit 0.866*P/8) : c’est le diamètre nominal de la vis (d)
Le fond du filet de la vis fait l’objet d’un rayon de 0,1443 × P
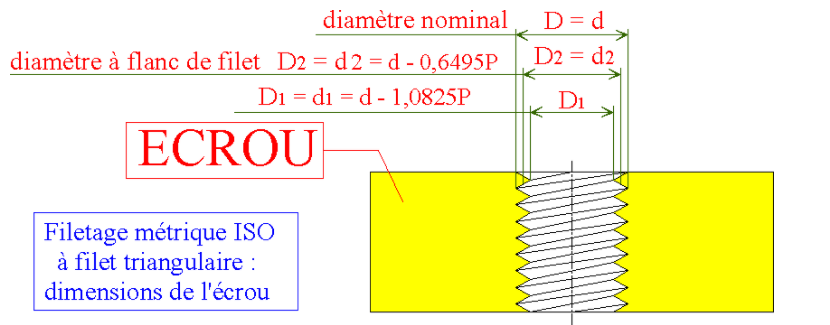
Dans le cas d’un écrou (contour en jaune), le sommet intérieur du triangle est tronqué par un plat au 1/4 de la hauteur du triangle équilatéral (soit 0.866*P/4) : c’est le diamètre intérieur (D1) de l’écrou.
Le fond du filet de l’écrou fait l’objet d’un rayon de 0, 0722 × P
Exercice 9-1 : Réalisation d’une vis M6, pas de 1 mm sous FreeCad
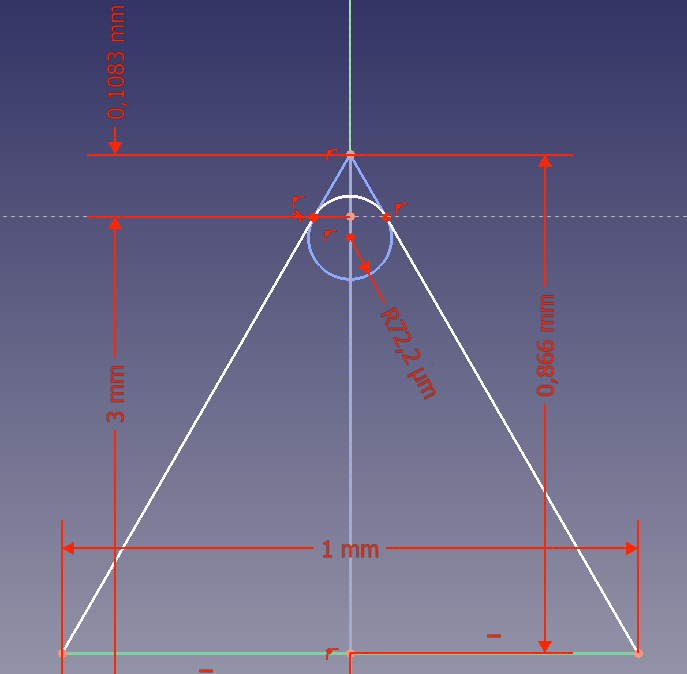
- Réalisation sous l’atelier « sketcher » de l’esquisse d’une épure de construction (en bleu) :
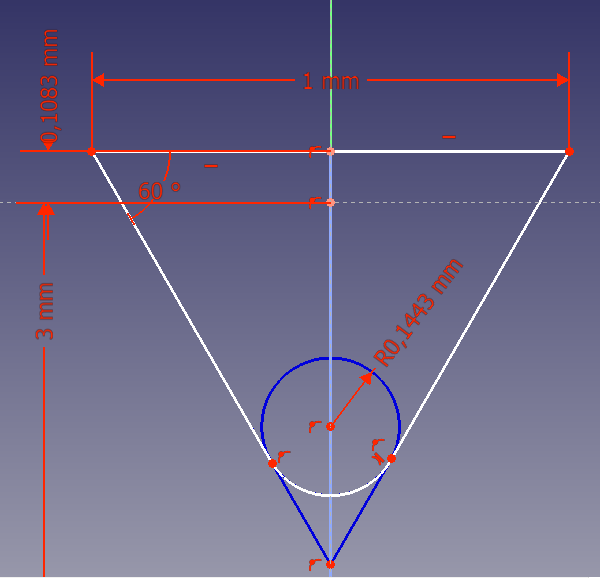
- Construire un trait vertical sur l’axe Y de hauteur = Rayon nominal (soit 3 mm)
- Ajout d’un trait complémentaire vertical, toujours sur l’axe Y, de valeur 0,866*P/8 =H/8, soit 0.108 mm
- Compléter avec un trait horizontal de 0.5 mm (Pas/2) de part et d’autre du point le plus haut sur l’axe y
- Descendre une droite à 60° du point le plus à gauche et rejoindre l’axe, ce sera le point le plus bas de l’esquisse
- Finaliser le triangle équilatéral en joignant le point le plus bas à l’extrémité droite la plus haute
- Réaliser un cercle de rayon r= 0.1443*P (soit ici r= 0.1443) tangent au deux droites du fond du V
- Réalisation de l’esquisse finale qui va nous servir à soustraire de la matière au cylindre pour constituer notre vis
- Réaliser un arc de cercle centré sur l’axe du cercle d’épure limité aux points de tangence du cercle et du V
- Compléter avec les trois droites pour fermer le profil soustractif
- Réalisation de la soustraction du cylindre de diamètre nominal :
- L’esquisse ayant été réalisée dans le plan XY, le cylindre sera accroché au plan perpendiculaire YZ et le rayon sera de 3 mm
- Faire le petit chanfrein de départ du cylindre
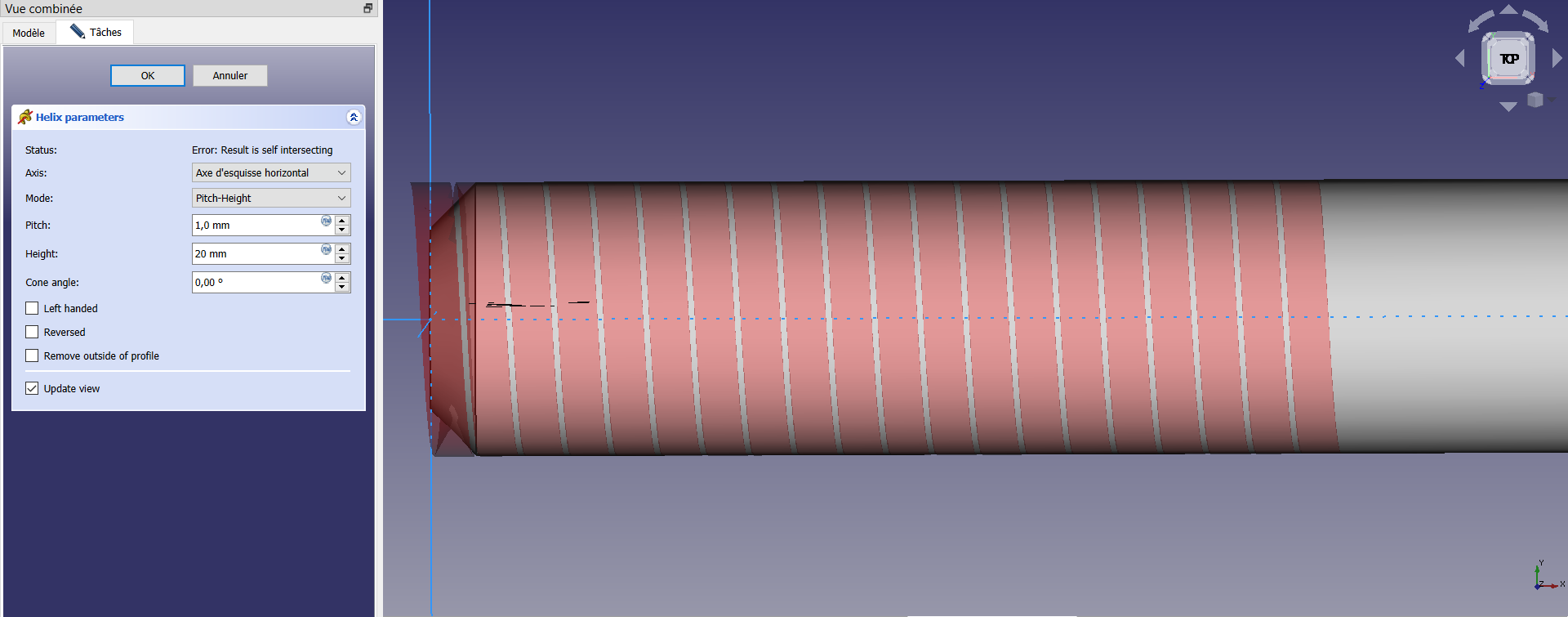
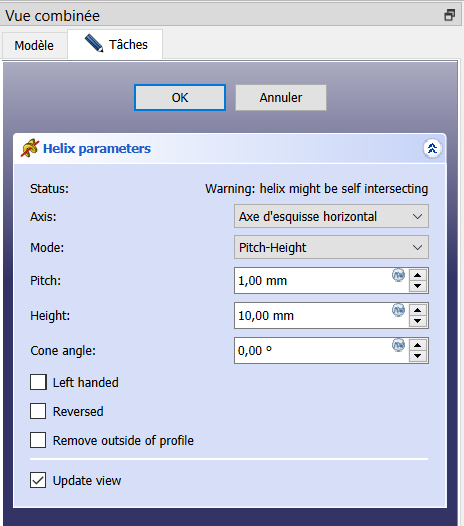
- Faire la soustraction avec
 et les paramètres suivant :
et les paramètres suivant :
- Axe horizontal
- Pas de 1 mm
- Longueur de filetage 20 mm
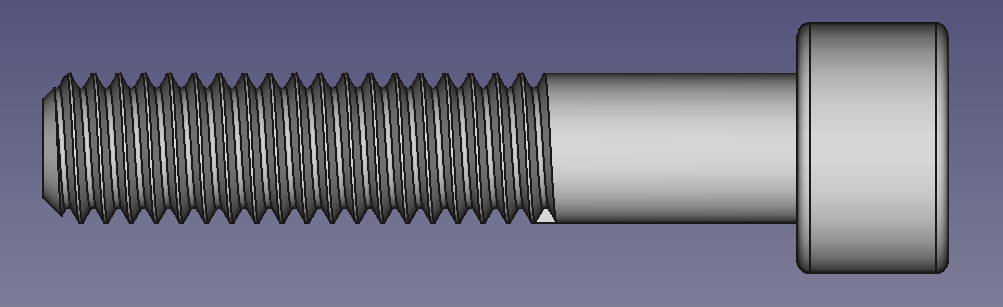
Et voici le résultat :
Exercice 9-2 réalisation d’un écrou M6 avec FreeCad
- Ajouter un nouveau corps « écrou M6 » et réaliser le sketch sur le plan XY ci-dessus suivant la même logique que pour la vis mais en inversant le profil qui va servir à la soustraction de matière à l’intérieure de l’écrou.
- Créer un volume additif « prisme » r=5,5 et h =5, l’accrocher au plan YZ et le décaler de 0.5 m sur son axe Z (pour une extrusion complète).
- Réaliser la soustraction (même icone que pour la vis) avec l’esquisse et les paramètres suivants :
Conclusion :
Vue en coupe de l’assemblage :
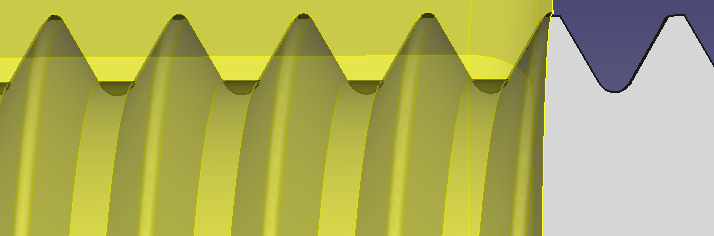
A noter que nous avons un résultat conforme à la théorie : c’est-à-dire sans aucun jeu entre les filets => vissage impossible surtout en procédé d’impression 3D
Pour obtenir le jeu de fonctionnement nécessaire au vissage, il serait nécessaire de faire des tests avec des diamètres nominaux différents et des jeux différents => je vais investiguer sur le sujet et reviendrais vers vous.
En assemblage issu du procédé d’impression 3D, la réalisation de filetage doit s’appliquer à des diamètres suffisamment importants et à des fonctions autres que vis/écrous d’assemblages (pas d’effort axial)
Pour un filetage métrique dans une pièce imprimée en 3D il y a lieu de privilégier l’écrou noyé et la vis en acier.
La vis à bois est également un bon moyen d’assemblage à condition d’avoir prévu, lors de l’impression, un trou de la moitié du diamètre de la vis dans la pièce à visser pour disposer de suffisamment de matière autour de la vis.
Il est également possible de prévoir un trou du diamètre intérieur d’un écrou et d’utiliser des tarauds pour faire le filetage femelle associé à une vis en acier.
Une vis de diamètre < à 12/14 mm ne présente pas d’intérêt du fait de son impression en couches perpendiculaires à l’axe (donc de résistance très faible)
Les bons cas d’usage des filetages en impression 3D sont plutôt à privilégier pour 1) les gros diamètres 2) les filetages sans réel effort de traction axiale (bouchon, …)
Pour ces derniers cas, les filetages trapézoïdaux sont intéressants : voir les paramètres de construction ci-dessous :
Filet trapézoïdal Iso : Pas métrique 30°
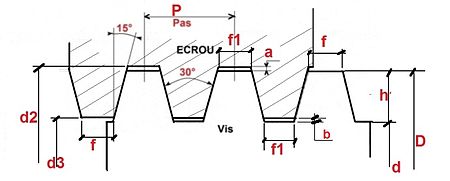
Toutes les dimensions sont en millimètres, l’angle du trapèze est de 30° et le diamètre D de l’axe sera choisi dans la série des diamètres normalisés.
|
Dimensions des filets Iso |
||||||||
|
Pas |
a |
b |
h |
f |
f1 |
d |
d2 |
d3 |
|
2 |
0,20 |
0,30 |
1,20 |
0,73 |
0,62 |
D-2,4 |
D+0,4 |
D-1,8 |
|
3 |
0,25 |
0,50 |
1,75 |
1,10 |
0,96 |
D-3,5 |
D+0,5 |
D-2,5 |
|
4 |
0,25 |
0,50 |
2,25 |
1,46 |
1,33 |
D-4,5 |
D+0,5 |
D-3,5 |
|
5 |
0,25 |
0,75 |
2,75 |
1,83 |
1,70 |
D-5,5 |
D+0,5 |
D-4 |
|
6 |
0,25 |
0,75 |
3,25 |
2,20 |
2,06 |
D-6,5 |
D+0,5 |
D-5 |
|
8 |
0,25 |
0,75 |
4,25 |
2,96 |
2,79 |
D-8,5 |
D+0,5 |
D-7 |
|
10 |
0,25 |
0,75 |
5,25 |
3,66 |
3,53 |
D-10,5 |
D+0,5 |
D-9 |
|
12 |
0,25 |
0,75 |
6,25 |
4,39 |
4,26 |
D-12,5 |
D+0,5 |
D-11 |
|
16 |
0,50 |
1,50 |
8,50 |
8,86 |
5,59 |
D-17 |
D+1 |
D-14 |
|
20 |
0,50 |
1,50 |
10,50 |
7,32 |
7,05 |
D-21 |
D+1 |
D-18 |
Et enfin, le pas carré, non normalisé mais très utilisé dans la transmission de mouvement
Pas standard (source WIKIPEDIA)
| Diamètre nominal | Pas de vis
en mm |
Diamètre intérieur de l’écrou
en mm |
Diamètre de perçage
avant taraudage |
|---|---|---|---|
| {\displaystyle d=D} | {\displaystyle P} | {\displaystyle D_{1}} | Ø |
| M1 | 0,25 | 0,729 | 0,75 |
| M1,1 | 0,25 | 0,829 | 0,85 |
| M1,2 | 0,25 | 0,929 | 0,95 |
| M1,4 | 0,3 | 1,075 | 1,1 |
| M1,6 | 0,35 | 1,221 | 1,25 |
| M2 | 0,4 | 1,567 | 1,6 |
| M2,5 | 0,45 | 2,013 | 2,05 |
| M3 | 0,5 | 2,459 | 2,5 |
| M4 | 0,7 | 3,242 | 3,3 |
| M5 | 0,8 | 4,134 | 4,2 |
| M6 | 1 | 4,918 | 5 |
| M74 | 1 | 6 | |
| M8 | 1,25 | 6,647 | 6,8 |
| M10 | 1,5 | 8,376 | 8,5 |
| M12 | 1,75 | 10,106 | 10,25 |
| M14 | 2 | 11,835 | 12 |
| M16 | 2 | 13,835 | 14 |
| M18 | 2,5 | 15,294 | 15,5 |
| M20 | 2,5 | 17,294 | 17,5 |
| M22 | 2,5 | 19,294 | 19,5 |
| M24 | 3 | 20,752 | 21 |
| M27 | 3 | 23,752 | 24 |
| M30 | 3,5 | 26,211 | 26,5 |
| M33 | 3,5 | 29,211 | 29,5 |
| M36 | 4 | 31,67 | 32 |
| M39 | 4 | 34,67 | 35 |
| M42 | 4,5 | 37,129 | 37,5 |
| M45 | 4,5 | 40,129 | 41,5 |
| M48 | 5 | 42,588 | 43 |
| M52 | 5 | 46,588 | 47 |
| M56 | 5,5 | 50,047 | 50,5 |
| M60 | 5,5 | 54,047 | 54,5 |
| M64 | 6 | 57,505 | 58 |



L’emploi des valeurs en gras est recommandé. Il faut éviter l’emploi des valeurs en non gras.